In understanding "Simple ball valve assembly machine common problems and treatment?" We have to wonder what is a simple ball valve assembly machine? What are its characteristics? The simple ball valve assembly machine is a flat-bed, semi-protected ball valve assembly machine with an open-loop numerical control system of a stepper motor, and is generally called an economic ball valve assembly machine.
Simple ball valve assembly machine, also known as economic ball valve assembly machine, is developed on the basis of ordinary lathes. Its active control system is mainly composed of single-chip computers. Control the longitudinal and transverse feed equipment and tool changing equipment of the machine tool to actively complete the processing of parts. Therefore, the simple ball valve assembly machine is still a mechanical and electrical integration equipment, so when there is a fault, it should also be comprehensively analyzed from the mechanical structure and electrical control of the machine tool.
one The stepper motor does not rotate after program operation
This phenomenon is generally formed by the phase break of the stepper motor or its control system. It may be that the stepper motor itself is faulty or its drive circuit is faulty. First check whether the connector of the stepper motor touch is outstanding, if the touch is outstanding, the motor without fault can be exchanged over in order to verify whether the motor is outstanding. If the motor is still unable to work normally after switching, it is clear that its control part is not normal, you can view the high-power triode and its protection component release diode on the driver board, in general, these two components
2. The workstation suddenly stops during a program operation
This phenomenon is generally caused by mechanical problems, but it may also be caused by the onset of problems in the control system. At this time, the operation table can be returned to the origin, start the processing procedure from scratch, if the operation table always stops when the operation to a certain direction, it should be a part of the transmission system damaged, deformed or stuck by foreign bodies. The first power off, and then check whether the gap between the screw and the lead screw or the slide insert is too tight, whether there is foreign matter in the ball guide groove of the ball screw, whether the lead screw is tortuous deformation, whether the flexible gear in the stepper motor reducer is loose or foreign matter stuck. If there is no abnormality in manual turning, it is a fault in the control system and should be checked according to fault 1.
3. The stepper motor loses step at high speed
It may be that the drive power supply voltage is reduced, so that the output torque of the stepper motor is reduced. It should be important to check the drive power supply part, when the high voltage switch transistor is damaged, the high voltage power supply is switched on, and the output torque of the stepper motor is reduced and lost at high speed. There may also be a mechanical problem, so you should also check the lead screw, wire mother, slide plate, stepper motor reducer and so on. When there are tortuous parts, deformation, or foreign bodies, the working resistance will increase, and the phenomenon is not obvious at low speed, but it can not completely overcome the working resistance at high speed.
4. Tool does not return to zero after program operation
It's usually the control system. When the tool is fed or processed, the stepper motor operation speed is low, and when the program returns to zero, it requires a fast return. Stepper motor high-speed operation, choose high voltage drive power to increase the output torque. There is a switching triode that controls the output of the high-voltage drive power supply. When the switching triode is damaged, the high-voltage power supply can not be opened when the high-speed return to zero, and the output torque of the stepper motor is not good, resulting in the tool not returning to zero. It can be eliminated by replacing the switching transistor.
5. Tool offside as it returns to zero
Generally, the mechanical transmission system operation resistance is too large caused. When cutting feed, the tool holder works at low speed, low voltage drive, and the stepper motor operation torque is small, which is not enough to overcome the resistance and form a lost step. When the stepper motor is driven by high pressure, the working speed is high, the torque is large, and there is no cutting resistance, the stepper motor does not lose step. In this way, when you go to lose the step and return to normal, it will form a phenomenon of not returning to zero. At this time, you can check the transmission gear in the reducer box of the stepper motor or whether there is a foreign body on the transmission gear between the stepper motor and the lead screw, or whether the slide insert is too tight to increase the working resistance.
6. The workpiece size error after machining is large
One possibility is that the screw or the wire mother is loose in connection with the lathe. There is no cutting resistance during idle time, and the slide plate works normally. Due to the increase of cutting resistance during processing, the connection between the lead screw or the wire mother and the lathe becomes loose, forming the scale drift of the processed workpiece. Tighten the connecting part, the fault can be eliminated. Another possibility is the formation of an electric knife holder. If the tool holder can not be actively locked after the tool change, the cutting tool deviates from the processing point, and the above phenomenon will be formed. At this time, check the tool holder locking equipment and tool holder control box.
Seven. Part of the workpiece size error is large
It is mainly formed by the gap between the silk master and the lead screw. Because the length of the thread and the lead screw are always working in a certain section, the gap of the section is increased. At the beginning of the program, the measured lead screw void is compensated into the program, but it cannot be compensated in the wear section, resulting in some parts of the workpiece out of scale. The solution is to repair or replace the lead screw.
8. Electric tool holder can not be positioned and rotating when changing the tool
This is because when the program to a certain number of knives, the electric tool holder is turning the tool, when the rotation to the number of tools, there is no response signal, and then the tool holder rotation, can not be positioned. The Hall element on the electric tool holder should be viewed. When the Hall element is damaged, the signal output is not detected when the tool is in place, and then the above phenomenon is formed. Replace the hall element of the knife.
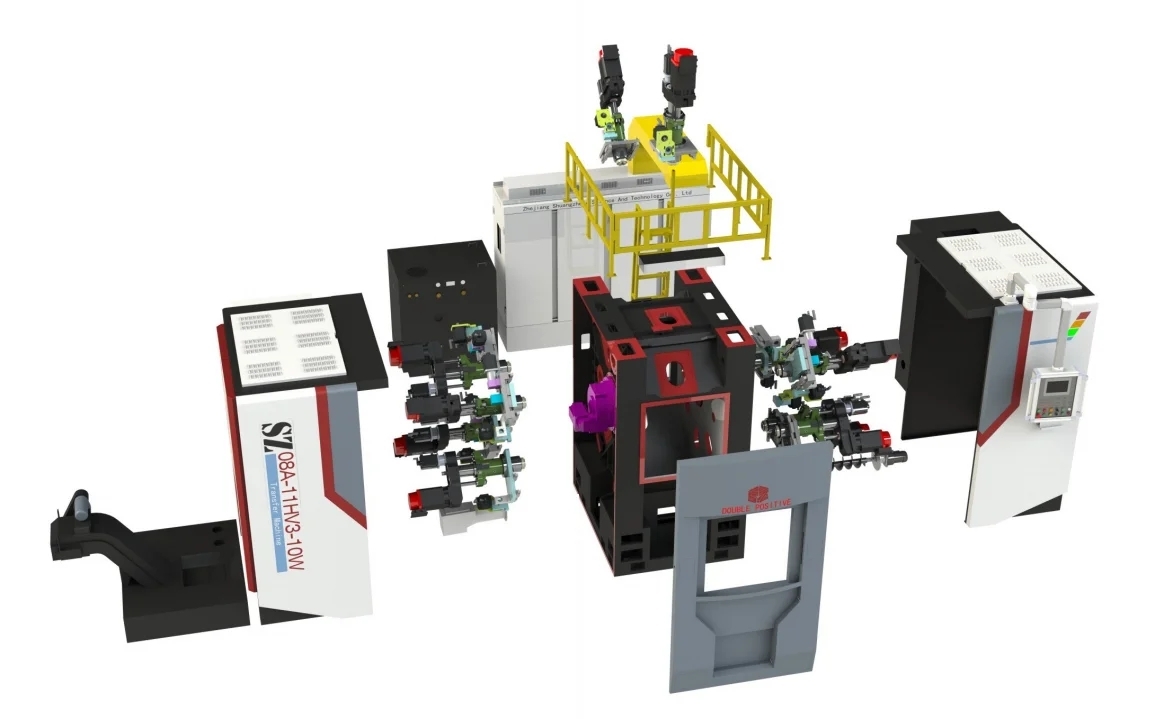
Simple ball valve assembly machine common problems and treatment? figure
9. Return to monitor status during program execution and the job is aborted
It is usually caused by a malfunction in the monitoring program or strong magnetic interference. The method of grounding or shielding can be used to deal with strong magnetic disturbance. If you do not execute according to the program or do not execute the instructions when launching the program, immediately back to monitor the state, generally the monitoring program or computer hardware is faulty, can replace the suspicious chip, such as off-chip program memory chip, programmable interface chip or single-chip microcomputer itself. Sometimes off-chip data memory problems can also cause this phenomenon. Otherwise we have to find the manufacturer from scratch debugging.
10. Processing programs are often lost
If the processing program is lost after the control system is powered off, and the machining program is input from scratch after the machine tool is powered on, and the machine tool can process normally, it may be that the backup battery voltage is reduced or disconnected, and the processing program in the data memory is lost after the machine tool is powered off. Replace the spare battery. If the processing program is often partially or completely lost during the processing process, it is most likely that the data memory is faulty, and then the off-chip data memory or the MCU itself can be replaced.
ball valve assembly machine https://www.zjshuangzheng.com/Rotary-Table-Intelligent-Assembly-Machine.html